- De ce imprimanta nu poate compensa toleranța slabă
- Ce ai nevoie înainte să începi
- Testul 1 - Măsurarea diametrului cu șublerul
- Testul 2 - Testul de îndoire (fragilitate)
- Testul 3 - Testul de pocnituri (umiditate)
- Testul 4 - Cubul de calibrare cu un singur perete
- Testul 5 - Verificarea vizuală a suprafeței filamentului
- Cum combini rezultatele celor cinci teste
- Limitările testelor acasă versus măsurarea industrială
-
Întrebări frecvente (FAQ)
- Ce șubler ar trebui să cumpăr pentru testarea filamentului?
- Câte puncte trebuie să măsor pe o rolă?
- Ce înseamnă dacă media calculată este 1,73 mm în loc de 1,75 mm?
- Dacă filamentul pică testul de îndoire, înseamnă că trebuie aruncat?
- Cât de des ar trebui să testez toleranța filamentului?
- Testul cu cubul de calibrare ajustează flow rate-ul sau diametrul filamentului?
- Pocniturile la extrudare înseamnă întotdeauna că filamentul este umed?
- Pot folosi un micrometru în loc de șubler?
- Te-ar mai putea interesa și ...
⇒ Ultima actualizare: mai 2026 ⇐ | ⇒ Timp de lectură: ~ 6 min
De ce imprimanta nu poate compensa toleranța slabă
Înainte de a trece la metode, este esențial să înțelegi de ce toleranța contează și de ce nu o poți ignora sau corecta din slicer după fapt.
Slicerul calculează volumul de material extrudat pe baza unui singur număr fix: diametrul nominal al filamentului pe care îl introduci în setări (de regulă 1,75 mm). Imprimanta nu are niciun senzor care să măsoare diametrul real al filamentului în timp real în cursul printării. Dacă filamentul real variază de la 1,70 mm la 1,80 mm de-a lungul rolei, volumul extrudat variază cu circa 11,4% între punctele de minim și maxim fără nicio corecție automată posibilă.
Rezultatul practic: printuri care alternează aleatoriu între supra-extrudare (suprafețe bombate, bule, dimensiuni mai mari decât proiectate) și sub-extrudare (goluri, straturi slabe, aderență redusă inter-strat) imposibil de diagnosticat sau corectat din slicer, deoarece problema nu este constantă.
Inconsistența de diametru a fost, în primii ani ai printării 3D de desktop, una dintre principalele cauze de printuri eșuate, filamentele primei generații aveau variații medii de ±0,10 mm sau mai mult. Standardul minim acceptabil astăzi este ±0,05 mm; producătorii premium operează la ±0,02–0,03 mm.
Ce ai nevoie înainte să începi
Testele descrise în acest articol necesită:
- Șubler digital cu rezoluție de 0,01 mm - acesta este instrumentul esențial. Un șubler analogic cu vernier este acceptabil dacă știi să îl folosești, dar unul digital reduce erorile de citire. Branduri recomandate pentru acuratețe și reproductibilitate sunt Mitutoyo, Mahr, Starrett, Tesa, Etalon - din piața second-hand sau nouă. Un șubler digital decent costă 50–120 lei și este suficient pentru testele descrise.
- Hârtie și creion (sau un spreadsheet) pentru notarea valorilor măsurate.
- O imprimantă 3D funcțională cu nozzle curat, pentru testul de print (opțional, dar recomandat).
- Un slicer (PrusaSlicer, OrcaSlicer sau Bambu Studio) pentru testul cu cubul de calibrare.
Notă importantă despre micrometre: Se recomandă un micrometru în locul șublerului pentru calibrări fine, deoarece micrometre au un sistem de clichet (ratchet) care aplică aceeași presiune la fiecare măsurătoare eliminând variabilitatea umană. Dacă folosești un șubler, aplică întotdeauna aceeași presiune la strângerea bacurilor și nu strânge excesiv pe filamentele moi (TPU, filamente flexibile), care se deformează sub presiune și vor da citiri false.
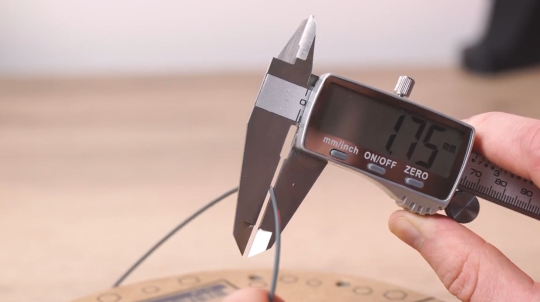
Testul 1 - Măsurarea diametrului cu șublerul
Acesta este testul de bază și cel mai informativ pe care îl poți face acasă.
Pasul 1 - Pregătirea filamentului
Desfășoară cel puțin 2–3 metri de filament de pe rolă și lasă-l drept pe o suprafață plană timp de câteva minute. Filamentul proaspăt desfășurat are o curbură reziduală din înfășurare care poate introduce erori de măsurare dacă îl măsori imediat. Pentru o evaluare reprezentativă a rolei, desfășoară cel puțin 6 metri și măsoară în minimum 4 puncte distribuite de-a lungul acestor 6 metri, la fiecare 2 metri. Cu cât mai multe puncte, cu atât mai reprezentativ va fi rezultatul.
Pentru o verificare rapidă (mai puțin de 5 minute), 5 puncte pe 1 metru de filament sunt suficiente pentru a detecta variații majore.
Pasul 2 - Măsurarea diametrului pe două axe
La fiecare punct de măsurare, efectuează două măsurători perpendiculare:
- Măsoară diametrul în orientarea normală. Notează valoarea.
- Rotește filamentul 90° și măsoară din nou în același punct. Notează valoarea.
Aceste două măsurători per punct sunt esențiale pentru detectarea ovalizării, defectul prin care filamentul are secțiune transversală ovală în loc de circulară. O diferență consistentă și semnificativă între cele două citiri (exemplu: 1,75 mm vs. 1,68 mm) confirmă ovalizarea. Un laser pe o singură axă poate rata ovalizarea complet, exact de aceea trebuie să măsori pe ambele axe cu șublerul.
Pasul 3 - Calculul mediei și al toleranței
După ce ai toate măsurătorile, calculează:
- Diametrul mediu per punct = (Măsurătoare axa X + Măsurătoare axa Y) / 2
- Diametrul mediu al bobinei = suma mediilor per punct / numărul de puncte
- Toleranța reală = 1,75 mm - diametrul mediu al rolei
- Ovalizarea = diferența medie dintre măsurătorile pe axa X și axa Y la același punct
- Variația totală = valoarea maximă - valoarea minimă din toate citirile
Un tabel de măsurători corect arată astfel:
Din tabelul de mai sus: diametrul mediu al rolei = 1,743 mm; toleranța față de nominal = 1,75 − 1,743 = 0,007 mm; variația totală = 1,76 − 1,73 = 0,03 mm; ovalizarea medie = 0,01 mm. Acesta este un filament de calitate bună.
Cum interpretezi rezultatele
Ovalizare: o ovalizare medie sub 0,02 mm este excelentă. Peste 0,05 mm pe orice punct este un semnal de alertă. O ovalizare de 0,07 mm (ex: 1,75 mm vs. 1,68 mm) este suficientă pentru a produce un model ondulat pe suprafețele plate verticale ale printului.
Cum introduci diametrul real în slicer
Odată ce ai calculat diametrul mediu real al bobinei, introdu această valoare în slicer în locul valorii nominale de 1,75 mm:
- PrusaSlicer: Filament Settings → Filament → Diameter
- OrcaSlicer: Filament → Basic Information → Filament Diameter
- Bambu Studio: Filament → Basic Information → Filament Diameter
- Cura: Preferences → Printers → Machine Settings → Extruder 1 → Compatible Material Diameter
Această ajustare îmbunătățește acuratețea extrudării chiar și pentru filamentele cu toleranță slabă, dar nu elimină variațiile de pe lungimea bobinei, doar compensează deviația medie.
Testul 2 - Testul de îndoire (fragilitate)
Testul de îndoire este rapid (30 de secunde) și poate detecta două tipuri distincte de probleme: filament umed sau filament degradat chimic/UV.
Cum efectuezi testul
Desfășoară 15–20 cm de filament de pe rolă. Ține-l cu ambele mâini la capete și îndoaie-l treptat într-un arc, reducând raza de curbură. Un filament sănătos se va îndoi semnificativ înainte de a se rupe sau nu va ceda deloc la o rază normală. Un filament degradat sau umed va ceda brusc, cu puțin sau zero flex înainte de cedare.
Un PLA bun trebuie să se îndoaie considerabil înainte de a se rupe. Dacă filamentul cedează imediat la îndoire, ca un biscuit uscat, este un semn că:
- Filamentul a absorbit umiditate - umiditatea degradează legăturile polimerice prin hidroliză, reducând elasticitatea (mai ales la PLA și PETG)
- Filamentul este degradat chimic sau UV - expunerea îndelungată la lumina directă sau la temperaturi ridicate degradează progresiv lanțurile polimerice, indiferent de umiditate
- Calitate slabă a materiei prime - polimeri cu greutate moleculară mai mică sunt mai fragili chiar din fabricație
Examinează și suprafața de ruptură: o ruptură netedă și lucioasă (ca sticla) indică fragilitate. O ruptură care arată „mestecat" sau cu urme de presiune indică o problemă la extruder (engrenaj). O ruptură cu filament subțiat și elongat indică că filamentul a fost tras excesiv (blocaj sau încurcare pe rolă).
Limitările testului de îndoire
Testul de îndoire nu este infailibil pentru detectarea umidității: unele materiale sunt mai rigide sau mai fragile prin natura lor chiar când sunt uscate (ex. filamentele cu fibră de carbon sunt în mod normal mai fragile decât cele fără). Nylon-ul și TPU sunt elastice prin natură și nu vor ceda la snap indiferent de starea lor. Pentru aceste materiale, testul de pocnituri (testul 3) este mai relevant.
Testul 3 - Testul de pocnituri (umiditate)
Testul de pocnituri este cel mai rapid și mai direct indicator al umidității filamentului. Nu necesită niciun instrument, doar imprimanta preîncălzită.
Cum efectuezi testul
- Preîncălzește nozzle-ul la temperatura normală de printare pentru materialul respectiv (ex: 200 °C pentru PLA, 240 °C pentru PETG).
- Introdu filamentul manual sau folosește funcția „Load filament" din meniu pentru a extruda 5–10 cm de material prin nozzle la viteză mică.
- Ascultă și observă: nozzle-ul este la distanță de 10–20 cm față de tine este sigur să privești.
Semnalele clare de umiditate în filament sunt:
- Pocnituri, șuierături sau sfârâit la extrudare, sunetul vaporilor de apă care explodează instantaneu când umiditatea ajunge la temperatura de extrudare
- Abur vizibil sau mici nori de vapori la ieșirea din nozzle
- Firul extrudat este neuniform, cu bule, îngroșări și subțieri alternante, sau are aspect spumos
- Culoare mai palidă sau aspect mat față de așteptări (mai ales vizibil la PETG translucid)
Un filament uscat extrudează un fir continuu, neted, de grosime uniformă, fără sunete și fără abur.
Ce faci dacă filamentul este umed
Dacă testul de pocnituri confirmă umiditate, filamentul trebuie uscat înainte de printare. Temperaturile recomandate de uscare: PLA la 45–50 °C timp de 4–6 ore, PETG la 55–65 °C timp de 6–8 ore, PA (Nylon) la 90–95 °C timp de 6–8 ore, TPU la 50–60 °C timp de 4–6 ore. Nu depăși temperatura indicată — PLA se poate deforma dacă este uscat la temperaturi mai mari de 55 °C. Metodele de uscare acceptate: uscător de filament dedicat, deshidratator alimentar, sau cuptorul de la bucătărie la temperatura minimă (verifică cu un termometru independent că temperatura nu depășește limita indicată).
Testul 4 - Cubul de calibrare cu un singur perete
Acesta este testul print care detectează indirect toleranța reală a filamentului prin impactul său pe extrudare. Este mai laborios (30–45 minute pentru print + calibrare), dar oferă informații cantitative direct aplicabile în slicer.
Principiul testului
Dacă imprimanta, nozzle-ul și calibrarea de bază sunt corecte, un cub cu un singur perete (single-wall cube) trebuie să aibă pereții exact cât ai setat în slicer ca lățime de extrudare (de regulă egală cu diametrul nozzle-ului: 0,4 mm pentru nozzle de 0,4 mm). Dacă pereții măsurați sunt mai groși decât setarea din slicer, ai supra-extrudare, fie din cauza flow rate-ului prea mare, fie din cauza unui filament cu diametru mediu real mai mare decât cel declarat. Dacă pereții sunt mai subțiri, ai sub-extrudare, fie flow rate prea mic, fie filament mai subțire decât declarat.
Variații mai mari de ±3% față de valoarea țintă indică o problemă de calibrare sau de calitate a filamentului ce trebuie corectată.
Pasul 1 - Pregătire slicer
Descarcă un model de cub 20×20×20 mm de pe Printables sau Thingiverse (sau creează un cub simplu în slicer). Setările critice:
- Număr de perimetre (pereți): 1 (un singur perete)
- Lățime perete (line width): egală cu diametrul nozzle-ului tău (ex: 0,40 mm pentru nozzle de 0,40 mm)
- Infill: 0%
- Straturi superioare (top layers): 0
- Straturi inferioare (bottom layers): 1–2 (pentru a da stabilitate)
- Înălțime strat: 0,20 mm
- Viteză: 40–50 mm/s (mai lentă decât viteza normală, viteza mai mică reduce variabilele)
- Flow rate: 100% (valoarea de start)
- Diametrul filamentului: valoarea medie reală pe care ai calculat-o la testul 1
Verifică previzualizarea din slicer, cubul trebuie să apară cu un singur perete subțire pe fiecare față, fără infill interior.
Pasul 2 - Printarea și măsurarea
Printează cubul. După răcire completă, măsoară grosimea fiecărui perete cu șublerul. Efectuează 2–3 măsurători pe înălțimea fiecărui perete, evitând primele 2–3 mm de la bază (unde poate apărea „elephant's foot", o ușoară extindere a materialului pe primul strat) și ultimele straturi (mai puțin stabile). Ia media tuturor măsurătorilor.
Măsoară spre centrul peretelui și evită colțurile, la colțuri presiunea din nozzle poate produce variații locale.
Pasul 3 - Calculul și ajustarea flow rate-ului
Formula de calcul a flow rate-ului corectat:
Flow rate nou = (Lățime țintă / Lățime măsurată) × Flow rate curent
Exemplu: Lățime setată în slicer = 0,40 mm. Lățime măsurată = 0,42 mm. Flow rate curent = 1,00 (100%).
Flow rate nou = (0,40 / 0,42) × 1,00 = 0,952 (adică 95,2%)
Introdu noul flow rate în slicer, reprintează cubul și măsoară din nou. Repetă până când abaterea față de valoarea țintă este sub ±0,02 mm. Pentru precizie bună, urmărești o abatere sub 3% față de valoarea țintă.
Valorile tipice de flow rate pentru materiale comune sunt: PLA 92–98%, PETG 90–95%, ABS 95–100%, dar acestea variază semnificativ între branduri și loturi de filament, motiv pentru care testul pe cub este indispensabil la fiecare bobină nouă dintr-un brand sau material necunoscut.
Ce îți spune cubul despre toleranța filamentului
Dacă ai introdus corect diametrul mediu real al filamentului în slicer (din testul 1) și totuși cubul arată supra sau sub-extrudare semnificativă, ai două posibilități: fie filamentul are variații mari de-a lungul rolei (toleranță slabă) care nu pot fi compensate prin setarea diametrului mediu, fie există o altă problemă (E-steps necalibrate, nozzle parțial blocat). Diferența se detectează prin compararea cuburilor printate la momente diferite din aceeași rolă, dacă rezultatele variază inconsistent, cauza este toleranța filamentului.
Testul 5 - Verificarea vizuală a suprafeței filamentului
Un test rapid, pre-print, care nu necesită niciun instrument: inspectează 30–50 cm de filament desfășurat sub lumină bună (lumină naturală sau lampă cu LED-uri puternice).
Ce cauți:
- Bule sau goluri vizibile pe suprafață - semn de umiditate în procesul de fabricație sau de degradare a materiei prime
- Particule sau impurități vizibile - puncte sau linii de altă culoare sau textură pe suprafața filamentului; semn de materie primă contaminată
- Variații de culoare - benzi sau zone cu nuanță diferită față de restul bobinei; semn de control slab al pigmentării
- Suprafață mată neuniformă versus lucioasă uniform - filamentele de calitate au o suprafață uniformă și consistentă pe toată lungimea
- Curbură excesivă - dacă filamentul proaspăt desfășurat are o curbură foarte pronunțată și nu se relaxează, rola a fost înfășurată prea strâns sau cu diametru interior prea mic
Dacă observi oricare dintre aceste defecte vizuale, consideră filamentul suspect și efectuează testele 1–4 înainte de a-l folosi pentru printuri importante.
Cum combini rezultatele celor cinci teste
Fiecare test detectează altceva:
Pentru o rolă dintr-un brand cunoscut cu care ai mai lucrat: testul vizual + îndoire + pocnituri sunt suficiente (10 minute total). Pentru o rolă dintr-un brand nou sau ieftin: toate cele cinci teste împreună îți dau o imagine completă. Pentru o rolă pe care o folosești pentru piese funcționale critice: efectuează testele 2 + 5 (măsurători + cub de calibrare) la fiecare rolă nouă, chiar și din același brand.
Limitările testelor acasă versus măsurarea industrială
Este important să fii realist cu privire la ce poți și ce nu poți detecta acasă.
Ceea ce poți detecta acasă: variații majore de diametru (peste ±0,05 mm), ovalizare semnificativă (peste ±0,03 mm per punct), umiditate (calitativ - prezent/absent), fragilitate evidentă, și impactul general al filamentului pe extrudare prin cubul de calibrare.
Ceea ce nu poți detecta acasă: puritatea chimică a materiei prime (necesită cromatografie sau FTIR), consistența MFI (Melt Flow Index - necesită reostat industrial), variații fine de diametru sub 0,02 mm (sub rezoluția șublerelor de consum), și defectele interne (bule interne, microporozitate - necesară tomografie sau SEM).
Thomas Sanladerer (Tomțs 3D Printing), unul dintre cei mai respectați testeri independenți de filament din comunitatea 3D printing , a construit o mașină semi-industrială cu laser pe 3 axe pentru a măsura bobine întregi în detaliu. Aceasta a confirmat că branduri de referință (Polymaker, FormFutura, Fiberlogy) respectă toleranțele declarate. Această mașină nu este accesibilă acasă, dar rezultatele sale confirmă că măsurătorile cu șublerul pe un eșantion bun (5+ puncte cu rotire 90°) sunt suficiente pentru a detecta rolele problematice.
Întrebări frecvente (FAQ)
Ce șubler ar trebui să cumpăr pentru testarea filamentului?
Un șubler digital cu rezoluție de 0,01 mm și bacuri de oțel inoxidabil este suficient. Dacă vrei un instrument de calitate verificată, branduri ca Mitutoyo, Mahr, Starrett sau Tesa sunt referințe industriale, disponibile și pe piața second-hand la prețuri accesibile. Pentru uz general hobbyist, un șubler digital din categoria 50–120 lei de la furnizorii de scule tehnice este funcțional. Verifică înainte de cumpărare că afișajul are două zecimale (0,00 mm), șublerele cu o singură zecimală nu sunt suficient de precise pentru testarea toleranței filamentului.
Câte puncte trebuie să măsor pe o rolă?
Minimum 4 puncte distribuite pe 6 metri de filament desfășurat (câte un punct la fiecare 2 metri) pentru o estimare reprezentativă. Pentru o verificare rapidă, 5 puncte pe 1 metru detectează variațiile majore. Cu cât mai multe puncte, cu atât mai reprezentativ, dar randamentul informațional scade după 10–15 puncte. Fiecare punct trebuie măsurat pe două axe perpendiculare (rotire 90°).
Ce înseamnă dacă media calculată este 1,73 mm în loc de 1,75 mm?
Înseamnă că filamentul tău are un diametru mediu real de 1,73 mm - mai mic decât cel nominal de 1,75 mm cu 0,02 mm. Introdu valoarea de 1,73 mm în slicer (în locul valorii nominale de 1,75 mm) pentru a compensa deviația medie. Aceasta va reduce ușor volumul extrudat calculat de slicer, compensând tendința de sub-extrudare. Această ajustare nu elimină variațiile de pe lungimea rolei, dar corectează eroarea sistematică.
Dacă filamentul pică testul de îndoire, înseamnă că trebuie aruncat?
Nu neapărat, depinde de cauza fragilității. Dacă fragilitatea este cauzată de umiditate (filamentul a stat deschis în condiții umede), uscarea la temperatura corectă pentru materialul respectiv poate restaura flexibilitatea. Dacă fragilitatea este cauzată de degradare UV sau chimică (filament vechi, expus la lumina directă sau temperaturi ridicate timp îndelungat), uscarea nu ajută, polimerii degradați nu revin la starea inițială. Un filament degradat chimic va produce piese la fel de fragile chiar dacă printează fără probleme tehnice.
Cât de des ar trebui să testez toleranța filamentului?
La fiecare rolă nouă dintr-un brand sau material necunoscut efectuează toate cele 5 teste. La fiecare rolă dintr-un brand cunoscut cu care ai mai lucrat și ai rezultate bune, testul vizual + îndoire + pocnituri (10 minute). Înainte de printuri importante sau funcționale efectuează testul cu cubul de calibrare (single-wall cube) chiar și pentru branduri cunoscute, deoarece variații lot de lot există chiar și la producătorii serioși.
Testul cu cubul de calibrare ajustează flow rate-ul sau diametrul filamentului?
Ambele contribuie, dar în moduri diferite. Diametrul real al filamentului (din testul cu șublerul) trebuie introdus în slicer înainte de printul de calibrare, acesta corectează deviația sistematică a filamentului față de nominal. Flow rate-ul ajustat prin cubul de calibrare compensează diferențele specifice ale combinației imprimantă + nozzle + filament (viscozitate, temperatura reală vs. setată, etc.). Ordinea corectă: mai întâi introdu diametrul real, apoi calibrează flow rate-ul.
Pocniturile la extrudare înseamnă întotdeauna că filamentul este umed?
Nu întotdeauna, dar este cea mai frecventă cauză. Alte cauze posibile ale pocniturilor: temperatura nozzle-ului prea mare (materialul se degradează termic și produce gaze), reziduuri de material vechi în nozzle care nu s-au topit uniform, sau materiale cu aditivi specifici (ex. PLA cu lemn sau alte fibre organice) care pot produce sunete minore chiar când sunt uscate. Dacă sunetele apar brusc pe o rolă care printase bine anterior, umiditatea este cauza cea mai probabilă. Dacă sunetele apar și pe filament proaspăt deschis din vacuum la primul print, verifică temperatura, s-ar putea să fie prea ridicată pentru materialul respectiv.
Pot folosi un micrometru în loc de șubler?
Da, și micrometrele dau citiri mai reproductibile decât șublerele, deoarece au un sistem de clichet (ratchet) care aplică o presiune constantă la fiecare măsurătoare, eliminând variabilitatea operatorului. Dacă folosești un micrometru, nu mai trebuie să îți faci griji că strângi mai tare sau mai puțin la citiri diferite. Branduri recomandate: Mitutoyo 102-301, Etalon, Mahr, Tesa, Starrett. Dezavantaj: micrometre sunt mai lente de utilizat decât șublerele (spindle-ul trebuie rotit manual) și mai scumpe.
Te-ar mai putea interesa și ...
- Ce înseamnă calitatea unui filament - Ghid complet
- Fișa tehnică (TDS) explicată: Ghidul complet pentru utilizatorii de imprimante 3D
- Cum citești specificațiile unui filament
- Probleme dimensionale: shrinkage, elephant's foot și dimensiuni incorecte - Ghid complet troubleshooting FDM
- Cum alegi cea mai bună marcă de filament?
Comentarii