- De ce contează procesul de fabricație pentru utilizatorul final
- Etapa 1: Materia primă - granulele polimerice
- Etapa 2: Omogenizare - culoare și aditivi
- Etapa 3: Extrudarea - formarea firului
- Etapa 4: Răcirea - stabilizarea formei
- Etapa 5: Calibrarea - controlul diametrului în timp real
- Etapa 6: Bobinarea - înfășurarea pe rolă
- Etapa 7: Uscarea finală și ambalarea
- Controlul calității: ce testează producătorii serioși
- Inovații recente în producția de filament
-
Întrebări frecvente (FAQ)
- De ce filamentul ieftin costă mai puțin - ce compromisuri implică?
- Pot face filament acasă din peleți?
- Ce înseamnă „lot" la filament și de ce contează?
- De ce unele filamente au un QR code pe rolă?
- De ce filamentul se poate rupe în extruder dacă diametrul este prea mare?
- Care este diferența dintre extrudarea cu un șurub și cea cu două șuruburi?
- Filamentele reciclate sunt la fel de bune ca cele din material virgin?
- Te-ar mai putea interesa și ...
⇒ Ultima actualizare: martie 2026 ⇐ | ⇒ Timp de lectură: ~ 8 min
De ce contează procesul de fabricație pentru utilizatorul final
Slicerul calculează volumul de material extrudat pe baza diametrului declarat al filamentului. Dacă diametrul real variază față de cel declarat sau față de valoarea nominală, fluxul de material devine inconsistent: secțiunile mai groase generează supraextrudare și bule pe suprafață, secțiunile mai subțiri generează sub-extrudare și goluri între pereți.
Cercetările publicate în literatura de specialitate confirmă că variațiile de diametru ale filamentului sunt una dintre cauzele principale ale defectelor în printarea FDM - inclusiv dopuri în duză, aderență slabă între straturi și imprecizie dimensională a pieselor finite. Cu cât toleranța este mai strânsă, cu atât fluxul de material este mai predictibil și rezultatele mai constante.
Diferența dintre un filament cu toleranță ±0.02 mm și unul cu ±0.10 mm nu este vizibilă pe rolă - devine vizibilă în printare, mai ales în printuri lungi (peste 8–12 ore) unde variațiile se acumulează.
Etapa 1: Materia primă - granulele polimerice
Totul pornește de la granule polimerice (peleți) - mici sfere sau cilindri de plastic pur, cu diametru de 2–5 mm. Acestea sunt materia primă pentru toate tipurile de filament.
Puritatea și calitatea granulelor determină direct calitatea filamentului finit. Producătorii de filament premium achiziționează granule de la furnizori cu specificații tehnice documentate și trasabilitate lot.
Cerința universală: granulele trebuie uscate la temperaturi și durate specifice fiecărui material înainte de extrudare. Umiditatea reziduală produce bule de abur în topitura polimerică, ceea ce generează porozități în fir și variații de diametru imposibil de corectat ulterior.
Etapa 2: Omogenizare - culoare și aditivi
Granulele uscate sunt amestecate cu:
- - Pigmenți - masterbatch-uri cu concentrație ridicată de colorant, dozate precis pentru culoare uniformă pe toată lungimea rolei
- - Stabilizatori UV - pentru filamentele destinate aplicațiilor de exterior (ASA, unele PETG)
- - Aditivi de conductivitate - pentru filamentele ESD (electrostatic dissipative)
- - Aditivi de rezistență - pentru formule PLA+ sau PETG cu impact îmbunătățit
- - Agenți de nucleare - pentru a controla cristalizarea în materiale semi-cristaline (PA, POM)
Omogenizarea se realizează în mixere industriale sau în extrudere cu două șuruburi (twin-screw extruders) dedicate compunerii / amestecării - diferite de linia principală de extrudare a filamentului. Distribuția neuniformă a pigmenților produce variații de culoare vizibile pe rola finală.
Etapa 3: Extrudarea - formarea firului
Aceasta este etapa centrală a procesului. Granulele omogenizate sunt introduse într-un extruder monocilindric (single-screw extruder), unde un șurub rotativ le transportă prin zone de încălzire progresivă:
- 1. Zona de alimentare - granulele solide sunt transportate și preîncălzite
- 2. Zona de compresie - materialul se topește treptat; aerul dintre granule este expulzat
- 3. Zona de măsurare (metering zone) — topitura este omogenizată termic și mecanic; presiunea este stabilizată
- 4. Matricea de extrudare (die) - topitura este împinsă printr-o duză cu diametru precis, ușor mai mare decât diametrul țintă al filamentului (materialul se contractă la răcire)
Temperaturile de extrudare variază semnificativ în funcție de material: PLA se extrudează la 170–190°C, ABS la 220–240°C, Nylon la 240–270°C, PC la 280–320°C.
Viteza șurubului și presiunea la matriță sunt parametrii principali care controlează diametrul firului produs. Sistemele moderne de extrudare industrială ajustează automat acești parametri pe baza feedback-ului de la senzorii de măsurare din linie.
Etapa 4: Răcirea - stabilizarea formei
Firul proaspăt extrudat este flexibil și instabil dimensional. Intră imediat într-un bazin cu apă rece (water bath), unde temperatura scade rapid de la temperatura de extrudare la sub 40°C pe o distanță de 1–3 metri.
Viteza de răcire influențează proprietățile materialului:
- Răcire rapidă - produce structuri amorfe, mai transparente și mai flexibile (favorabil pentru PETG)
- Răcire lentă - permite cristalizarea parțială, crescând rigiditatea și rezistența termică (relevant pentru PA, POM)
Temperatura apei din bazin este controlată cu precizie, variațiile termice produc variații de diametru prin diferențe de contracție.
Etapa 5: Calibrarea - controlul diametrului în timp real
Aceasta este etapa care determină toleranța finală a filamentului. Firul răcit trece printr-un sistem de senzori laser care măsoară diametrul în timp real, pe două sau trei axe simultan.
Sistemele moderne de calibrare măsoară diametrul de sute de ori pe secundă și transmit date în timp real către controllerul liniei de extrudare. Dacă diametrul deviază de la valoarea țintă, sistemul ajustează automat viteza de tragere a firului (linia de tracțiune) sau viteza șurubului de extrudare pentru a corecta deviația.
Pe lângă diametru, senzorii verifică și ovalitatea, secțiunea transversală trebuie să fie circulară. Un fir oval cu diametru mediu corect produce totuși flux inconsistent în extruderul imprimantei.
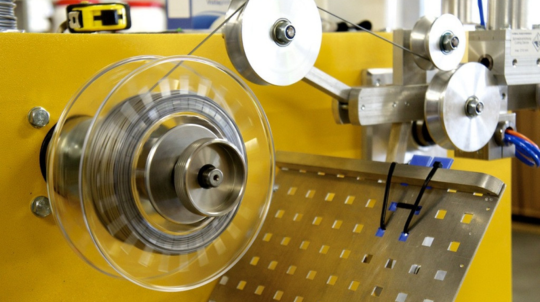
Etapa 6: Bobinarea - înfășurarea pe rolă
Firul calibrat este ghidat spre sistemul de bobinare automatizat. Acest proces pare simplu, dar are impact direct asupra experienței utilizatorului:
- - Tensiunea de înfășurare trebuie să fie constantă pe toată rola, tensiune prea mare deformează firul, tensiune prea mică produce spirale care se suprapun și se încurcă
- - Distribuția spirelor trebuie să fie uniformă de la un capăt al rolei la celălalt, bobinarea neuniformă crează zone cu tensiuni diferite care pot cauza ruperi sau blocaje la desfășurare
- - Capătul filamentului trebuie fixat corect pentru a preveni descurcarea involuntară în transport sau depozitare
Rolele sunt de regulă din plastic (PP sau PS) sau, la producătorii cu politici sustenabile, din carton presat. Unii producători (AzureFilm, Polymaker, Fiberlogy, FormFutura, Rosa 3D) oferă și sisteme „spool-less" - filamentul vine sub formă de rolă fără suport de plastic, reducând deșeurile de ambalaj.
Etapa 7: Uscarea finală și ambalarea
Materialele higroscopice (Nylon, TPU, PVA, PC) trec printr-un proces suplimentar de uscare în cuptoare cu temperatură controlată după bobinare, pentru a elimina umiditatea absorbită în timpul procesului de producție.
Ambalarea standard pentru filament de calitate:
- Pungă sigilată în vid sau cu atmosferă controlată (azot pentru materiale oxidabile)
- Săculeț de silica gel (desicant) inclus în pungă - absoarbe umiditatea reziduală în timpul depozitării și transportului
- Cutie de carton exterior cu informații: tip material, culoare, diametru, toleranță, temperatura de printare recomandată, cod lot
- Cod QR la producătorii premium - trimite spre datele de calitate ale lotului specific (toleranță măsurată, umiditate la ambalare)
Semnal de calitate la cumpărare: un filament care nu specifică toleranța pe ambalaj și nu este livrat sigilat cu desicant nu îndeplinește standardele minime ale unui producător serios.
Controlul calității: ce testează producătorii serioși
Dincolo de măsurarea diametrului în linie, producătorii de top efectuează teste suplimentare pe loturi:
Inovații recente în producția de filament
Industria filamentelor 3D evoluează rapid. Câteva tendințe relevante din 2024–2026:
Filamente din materiale reciclate - PLA din deșeuri de ambalaje alimentare, PETG-R din sticle PET colectate selectiv, PA-CF din plase de pescuit recuperate. Performanța mecanică a ajuns comparabilă cu materialul virgin la producătorii specializați, dar constanța lot-la-lot rămâne o provocare mai mare decât la materialele virgin.
Sisteme „spool-less" - role de filament fără suport de plastic, compatibile cu holdere universale. Reduc deșeurile de ambalaj cu 60–80% față de rolele convenționale din plastic.
Filamente antibacteriene și medicale - compozite cu aditivi pe bază de cupru sau argint cu efect bacteriostatic, destinate aplicațiilor medicale și alimentare.
Filamente high-speed - formule optimizate pentru viteze de printare de 200–500 mm/s (ex. Polymaker PolySonic, AzureFilm Hyper Speed) cu vâscozitate mai scăzută la temperaturile de printare și aditivi care îmbunătățesc fluxul la extrudare rapidă.
Monitorizare AI în linie - camere termice și algoritmi de viziune artificială care detectează defectele de suprafață ale firului în timp real, înainte de bobinare, eliminând loturile defecte înainte de ambalare.
Întrebări frecvente (FAQ)
De ce filamentul ieftin costă mai puțin - ce compromisuri implică?
Costul unui filament reflectă calitatea materiei prime, rigoarea procesului de fabricație și investiția în controlul calității. Filamentele cu preț semnificativ sub media pieței implică de regulă: granule de calitate inferioară sau cu trasabilitate redusă, sisteme de calibrare mai puțin precise (toleranțe ±0.05–0.10 mm), omogenizare mai puțin riguroasă a pigmenților și QC limitat pe lot. Impactul practic: mai multe printuri eșuate, înfundarea duzei mai frecventă, variații de culoare între role și comportament imprevizibil la parametri de printare identici.
Pot face filament acasă din peleți?
Da, există extrudere desktop (3devo, Filastruder și în curând Creality) care permit producția de filament în cantități mici din peleți cumpărați. Toleranțele obținute acasă sunt de regulă ±0.05–0.15 mm - adecvate pentru experimentare și prototipare, dar sub nivelul filamentelor comerciale premium. Procesul necesită calibrare atentă a temperaturii, vitezei și răcirii pentru fiecare material.
Ce înseamnă „lot" la filament și de ce contează?
Un lot (batch) reprezintă o cantitate de filament produsă într-o singură sesiune de producție, cu aceleași materii prime și parametri de proces. Codul lotului de pe ambalaj permite trasabilitatea: dacă apar probleme, producătorul poate identifica sursa. Pentru utilizatorii care printează proiecte mari sau produc piese în serie, este recomandat să cumpere suficient filament din același lot — variațiile minore de culoare sau vâscozitate între loturi pot fi vizibile pe piese asamblate.
De ce unele filamente au un QR code pe rolă?
Producătorii premium (Prusament este pionierul acestei practici) includ un QR code care trimite spre datele de calitate măsurate pentru rola respectivă: diametrul mediu, deviația standard, procentul de material în toleranță, data producției și umiditatea la ambalare. Aceste date permit utilizatorului să verifice că rola primită corespunde specificațiilor declarate.
De ce filamentul se poate rupe în extruder dacă diametrul este prea mare?
Extruderul prinde filamentul cu roți dințate și îl împinge prin tubul PTFE (la sisteme Bowden) sau direct spre hotend (la Direct Drive). Dacă filamentul este mai gros decât diametrul tubului PTFE sau decât intrarea în hotend, rezistența la avansare crește semnificativ. Motorul de extrudare poate să nu aibă cuplu suficient pentru a depăși rezistența, ceea ce duce la patinarea roților pe filament (grinding) sau la blocarea completă a extruderului.
Care este diferența dintre extrudarea cu un șurub și cea cu două șuruburi?
Extruderul monocilindric (single-screw) este standardul pentru producția de filament - produce un flux de material uniform și consistent, ideal pentru menținerea toleranțelor strânse de diametru. Extruderul bicilindric (twin-screw) este folosit în etapa de compunere - amestecarea granulelor cu pigmenți și aditivi - deoarece oferă amestecare mai eficientă, dar produce un flux pulsatoriu care face controlul diametrului mai dificil dacă nu este echipat cu pompă de topire (melt pump).
Filamentele reciclate sunt la fel de bune ca cele din material virgin?
Depinde de producător și de procesul de reciclare. Producătorii specializați (Refil, re-PET3D, Trifilon) obțin filamente reciclate cu performanță mecanică comparabilă materialului virgin, cu toleranțe de ±0.03–0.05 mm. Provocarea principală este constanța lot-la-lot — materia primă reciclată variază mai mult decât granulele virgin. Pentru prototipare și uz general, filamentele reciclate de calitate sunt o opțiune viabilă și mai sustenabilă. Pentru piese tehnice cu cerințe mecanice stricte, verifică fișa TDS înainte de utilizare.

Comentarii