
- De ce tăvile personalizate pentru scule merită să fie printate 3D
- Pasul 1: Scanarea uneltelor
- Pasul 2: Desenarea contururilor
- Pasul 3: Crearea fișierelor 3D în CAD
- Pasul 4: Printarea 3D cu PLA Economy
- De ce PLA Economy și nu alt material pentru inlay-uri
- Aplicabilitate: cine beneficiază de inlay-uri printate 3D
- Filamente PLA pentru inlay-uri disponibile pe Filamente3D.ro
-
Întrebări frecvente despre tăvile pentru scule printate 3D
- Pot printa inlay-uri mai mari decât platforma imprimantei?
- Ce clearance să las între conturul unealtei și tăietura din tavă?
- PLA rezistă la greutatea uneltelor metalice în timp?
- Pot folosi alt software în loc de Illustrator pentru contururi?
- Inlay-ul trebuie fixat în sertar sau stă din greutate proprie?
- Concluzie
- Te-ar mai putea interesa și ...
⇒ Ultima actualizare: decembrie 2022 ⇐ | ⇒ Timp de lectură: ~5 min
De ce tăvile personalizate pentru scule merită să fie printate 3D
Tăvile personalizate pentru unelte, cunoscute în mediile industriale ca inlay-uri sau shadow boards, promovează un mediu de lucru mai ordonat prin un principiu simplu: fiecare unealtă are o formă dedicată în tavă, iar absența ei este imediat vizibilă. Nu mai pierzi timp căutând o cheie sau un șurubelniță rătăcit; în schimb, un loc gol în tavă îți spune imediat că o unealtă lipsește și unde trebuie returnată.

ColorFabb a implementat cu succes utilizarea acestor tăvi atât în mediul de producție, cât și în mediul de laborator. Workflow-ul prezentat mai jos este cel folosit intern de echipa lor și poate fi replicat cu orice imprimantă FDM capabilă să printeze piese de dimensiuni medii-mari.
Notă: toate modelele și imaginile din acest articol aparțin echipei ColorFabb.
Pasul 1: Scanarea uneltelor

Adunați toate uneltele pentru care doriți să creați inlay-ul și plasați-le aproximativ în poziția în care ați dori să fie dispuse în tavă. Dacă uneltele încap pe platoul scanerului, scanați-le în grup, obțineți dintr-o singură operațiune o imagine cu dispunerea lor relativă.
Dacă uneltele sunt prea mari pentru scanerul disponibil, fotografiați-le de sus, centrând camera cât mai mult posibil deasupra mijlocului grupului de unelte. O cameră centrată reduce distorsiunea lentilei și produce un contur mai fidel față de dimensiunile reale ale uneltelor. Puteți scana sau fotografía și fiecare unealtă separat și să combinați contururile ulterior în software-ul CAD.
Pasul 2: Desenarea contururilor
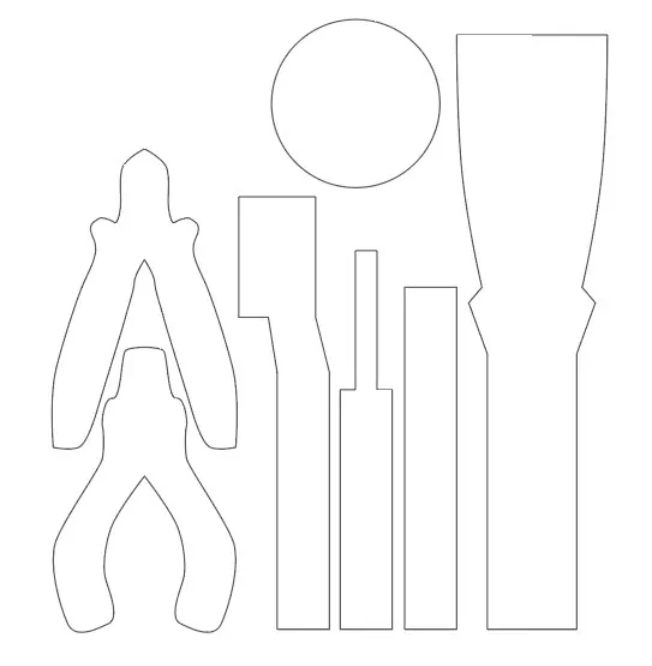
Pe baza imaginii sau scanului obținut la pasul anterior, desenați contururile în Illustrator sau un software similar de desen vectorial. Contururile vor defini forma fiecărei tăieturi din inlay.
Un detaliu practic important: ColorFabb a decis să păstreze o mică distanță între conturul unealtei și conturul modelat, un "clearance" care asigură că unealta se potrivește cu ușurință în tavă, fără să fie nevoie de forță la scoatere. Fără acest clearance, toleranțele de printare pot face ca unealta să intre greu sau deloc în locașul ei.
Exportați contururile ca fișier .dxf, format standard compatibil cu software-ul CAD utilizat în pasul următor.
Pasul 3: Crearea fișierelor 3D în CAD
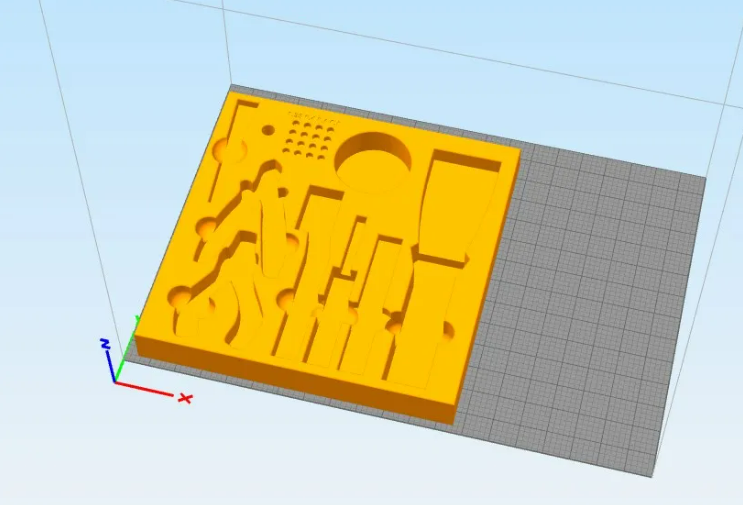
În software-ul CAD, începeți cu o placă de bază ale cărei dimensiuni corespund sertarului sau suportului în care va fi montată tava. Aceasta determină dimensiunile totale ale inlay-ului și, implicit, dacă piesa va fi printată dintr-o bucată sau secționată în piese mai mici dacă depășește platforma imprimantei.
Pe suprafața superioară a plăcii de bază, contururile importate din fișierul .dxf sunt utilizate pentru a crea tăieturile individuale ale fiecărei unelte. Deoarece înălțimea fiecărei unelte este diferită, adâncimea fiecărei tăieturi este diferită, un șurubelniță subțire va avea o tăietură mai adâncă, o cheie plată una mai puțin adâncă.
Echipa ColorFabb a adăugat și câteva tăieturi circulare suplimentare lângă fiecare locaș, spații care permit degetelor să apuce unealta și să o scoată din tavă fără efort. Fără aceste tăieturi, uneltele pot fi greu de prins dacă se potrivesc strâns în locașul lor.
Pasul 4: Printarea 3D cu PLA Economy

După exportul fișierului STL din CAD, inlay-ul este importat în software-ul de slicing. Echipa ColorFabb a utilizat PLA Economy pentru printarea inlay-urilor.
Alegerea PLA Economy față de alte materiale are o justificare practică directă: inlay-urile consumă mult material, o tavă de dimensiuni medii poate consuma 300–600 g de filament sau mai mult. PLA Economy are cel mai bun preț pe kilogram din toate materialele produse de ColorFabb, disponibil în culori populare: negru, alb, roșu, argintiu, albastru și gri. Cu modificatorul de impact adăugat în formulare, este puțin mai dur decât PLA mediu standard, proprietate utilă pentru piese care vor fi manipulate frecvent.

Printarea pieselor mari nu este o problemă cu PLA Economy, cu condiția ca platforma să fie nivelată corect și distanța dintre duză și platformă să fie setată corespunzător. Cu aceste setări la punct, nu apare deformare a printurilor nici pentru piese cu suprafață mare de bază. Dacă este necesar, se poate adăuga un adeziv pentru mai multă aderență, Magigoo Original sau 3DLac sunt opțiuni compatibile cu PLA pe orice suprafață de platformă.


De ce PLA Economy și nu alt material pentru inlay-uri
Alegerea materialului pentru inlay-uri de scule este simplă: aplicația nu necesită rezistență termică ridicată, rezistență chimică sau proprietăți mecanice speciale. Tava stă în sertar, la temperatura camerei, fără solicitări structurale majore. Cerințele reale sunt rigiditate suficientă pentru a-și păstra forma sub greutatea uneltelor, durabilitate la manipulare repetată și cost controlat, dat fiind consumul mare de material.
PLA Economy acoperă toate aceste cerințe. Alternativele mai scumpe (PETG, ABS) nu aduc beneficii pentru această aplicație specifică și ar crește semnificativ costul unui set de inlay-uri pentru un atelier întreg.
Aplicabilitate: cine beneficiază de inlay-uri printate 3D
Workflow-ul ColorFabb este replicabil direct de orice organizație sau persoană cu acces la o imprimantă FDM capabilă să printeze piese de dimensiuni medii-mari și software CAD de bază:
- Ateliere de producție și mentenanță - acolo unde lipsa unei unelte de la locul de muncă poate opri o linie; shadow board-urile sunt o componentă standard în metodologiile 5S și lean manufacturing
- Laboratoare de testare și R&D - instrumente de precizie care trebuie să fie mereu la locul lor și identificabile rapid
- Ateliere auto și mecanice - seturi mari de chei, duzubelniță și unelte specializate care se pierd ușor
- Maker spaces și FabLabs - unelte comune partajate de mai mulți utilizatori, unde ordinea și vizibilitatea lipsurilor sunt esențiale
- Uz casnic - oricine vrea ordine în cutia cu unelte sau în sertarul de scule dintr-un atelier personal
Filamente PLA pentru inlay-uri disponibile pe Filamente3D.ro
- Panchroma Basic PLA - Polymaker: alternativă de referință pentru volume mari, toleranță ±0,02 mm, gamă largă de culori
- PLA role >2kg: pentru ateliere care printează volume mari de inlay-uri și vor să reducă costul per kg și numărul de schimburi de rolă
Întrebări frecvente despre tăvile pentru scule printate 3D
Pot printa inlay-uri mai mari decât platforma imprimantei?
Da, sertarele mari se pot divide în mai multe bucăți în CAD, printate separat și asamblate în sertar. Împărțirea se planifică în pasul 3 (CAD), înainte de export STL. Îmbinările între piese pot fi proiectate cu praguri sau chei de ghidare pentru aliniere precisă.
Ce clearance să las între conturul unealtei și tăietura din tavă?
ColorFabb a ales o distanță mică fără a o specifica exact, în practică, un clearance de 0,5–1 mm pe fiecare parte (1–2 mm pe diametru/lățime) este un punct de start bun pentru PLA. Dacă unealta nu intră, măriți clearance-ul cu 0,5 mm și reprintați. Dacă e prea liberă, reduceți-l. Primele 1–2 inlay-uri de test vă calibrează clearance-ul optim pentru imprimanta și setările voastre specifice.
PLA rezistă la greutatea uneltelor metalice în timp?
Da, pentru uz normal în sertar. PLA are rigiditate bună și nu se deformează sub greutatea statică a uneltelor metalice la temperatura camerei. Dacă sertarul sau tava va fi expus la temperaturi ridicate (lângă surse de căldură, în exterior vara), luați în calcul PETG sau ABS, care au HDT mai ridicat față de PLA.
Pot folosi alt software în loc de Illustrator pentru contururi?
Da, orice software care poate trasa contururi vectoriale și exporta .dxf funcționează: Inkscape (gratuit), CorelDRAW, sau chiar direct în CAD dacă importați imaginea scanată ca fundal și trasați contururile manual. Inkscape este opțiunea gratuită cea mai accesibilă pentru utilizatorii fără licențe Adobe.
Inlay-ul trebuie fixat în sertar sau stă din greutate proprie?
De regulă stă din greutate proprie și din faptul că se potrivește cu precizie în dimensiunile sertarului, de aceea pasul 3 (CAD) pornește de la dimensiunile exacte ale sertarului ca placă de bază. Dacă sertarul are variații de dimensiune sau tava trebuie să rămână fixă la deschideri bruște, se poate adăuga bandă dublu-adezivă sau praguri de fixare în design.
Concluzie
Workflow-ul ColorFabb în 4 pași demonstrează că producerea de inlay-uri personalizate pentru scule prin printare 3D este accesibilă, practică și cu beneficii imediate pentru orice mediu de lucru. Singura barieră reală este timpul de design, pasul de CAD necesită experiență de bază, dar odată template-ul creat pentru un tip de sertar, adaptarea pentru alte colecții de unelte devine rapidă.
Alegerea PLA Economy pentru piese de volum mare este corectă: aplicația nu necesită proprietăți avansate, iar costul controlat per inlay face scalarea la mai multe sertare sau stații de lucru realistă financiar.
Te-ar mai putea interesa și ...
- Filamente ColorFabb disponibile pe Filamente3D.ro
- Toată gama de filamente PLA
- Blog Business & Industrie: aplicații profesionale ale printării 3D
- Ce filament rezista la uzura?
- Cum orientezi piesa pe platforma de printare pentru rezistență și rigiditate maxime
- GHID: Cum să printezi cu succes PLA
- PLA - Tot ce trebuie să știți: proprietăți, aplicații, avantaje și limite




Comentarii