
- Ce este ESD și de ce contează rezistența suprafeței în printarea 3D
- De ce temperatura de extrudare modifică rezistența suprafeței ESD
- Metodologia studiului 3DXTech
- Rezultatele testelor per material - graficele originale 3DXTech
- Concluziile studiului: ce înseamnă în practică
- Ghid practic: cum calibrezi rezistența suprafeței ESD pe propria imprimantă
- Tabel sintetic: parametri care influențează proprietățile ESD în printarea FDM
- Filamente ESD-Safe 3DXTech disponibile pe Filamente3D.ro
-
Întrebări frecvente despre filamentele ESD-Safe și calibrarea temperaturii
- Ce interval de rezistență a suprafeței trebuie să atingă o piesă ESD-Safe?
- Pot folosi un multimetru obișnuit pentru a testa proprietățile ESD?
- Temperatura mai mare nu afectează negativ proprietățile mecanice?
- Rezultatele de rezistență variază de la lot la lot de filament?
- Filamentele ESD-Safe se pot printa pe orice imprimantă FDM?
- Cum afectează post-procesarea (vopsire, acoperire) proprietățile ESD?
- Concluzie
- Te-ar mai putea interesa și ...
⇒ Ultima actualizare: aprilie 2026 ⇐ | ⇒ Timp de lectură: ~8 min
Ce este ESD și de ce contează rezistența suprafeței în printarea 3D
ESD (Electrostatic Discharge - descărcare electrostatică) este transferul brusc de sarcină electrică între două obiecte aflate la potențiale diferite. În industria electronică, semiconductoare, aerospațială și în orice mediu cu componente sensibile la electricitate statică, ESD poate deteriora irecuperabil circuite integrate, senzori sau dispozitive cu valoare de zeci până la mii de euro per unitate.
Piesele ESD-Safe sunt proiectate să disipe sarcina electrostatică controlat, menținând rezistența suprafeței în intervalul 10⁶–10¹¹ Ω (conform standardelor IPC-A-610, ANSI/ESD S20.20 și IEC 61340). Sub 10⁶ Ω materialul este conductor (periculoase pentru electronice sensibile); peste 10¹¹ Ω este izolator (nu disipă sarcina, deci nu protejează).
Filamentele ESD-Safe conțin aditivi conductivi, cel mai frecvent negru de carbon (carbon black) sau nanotuburi de carbon, dispersați uniform în matricea polimerică. Concentrația și distribuția acestor aditivi în piesa finită depind direct de parametrii de printare, în special de temperatura de extrudare.
De ce temperatura de extrudare modifică rezistența suprafeței ESD
Mecanismul este legat de mobilitatea aditivilor conductivi în topitură. La temperaturi mai ridicate, vâscozitatea polimerului topit scade, permițând particulelor de carbon black sau nanotuburilor de carbon să se redistribuie și să formeze rețele conductoare mai continue la suprafața piesei. Rezultatul este o cale de disipare a sarcinii mai eficientă și, implicit, o rezistență mai mică a suprafeței.
La temperaturi mai scăzute, vâscozitatea mai mare „îngheață" aditivii în poziții mai puțin favorabile formării de rețele conductoare continue, rezistența suprafeței crește.
Același principiu era cunoscut din prelucrarea industrială a maselor plastice conductoare prin injecție sau extrudare, dar studiul 3DXTech este una dintre primele demonstrații sistematice ale efectului în context FDM, pe materiale specifice pentru printare 3D.
Metodologia studiului 3DXTech
3DXTech este producătorul american cu cel mai larg portofoliu de materiale ESD-Safe pentru printare 3D, de la PLA până la PEKK, și colaborează cu furnizori de rășini precum Solvay, DSM și Covestro de peste 20 de ani. Studiul de față face parte din programul lor continuu de caracterizare a materialelor proprii.
Specimen de testare: placă pătrată 100 × 100 × 4 mm, printată orizontal (plan XY).
Parametri de printare constanți: infill 100%, duză 0,4 mm, înălțime strat 0,25 mm, unghi infill ±45°, 2 pereți perimetrali interior/exterior.
Variabila independentă: temperatura extruderului — variată în trepte de 10 °C pe întregul interval recomandat de producător pentru fiecare material.
Echipament de testare: instalație Prostat® ESD (PRS-812) cu set de inele concentrice. Important: rezistența suprafeței ESD se măsoară cu un contor ESD dedicat, nu cu un multimetru obișnuit. Multimetrul standard nu poate măsura fiabil în intervalul 10⁶–10¹² Ω și produce rezultate inconsistente și ireproductibile.
Frecvența de testare: 3 măsurători per treaptă de temperatură, media celor 3 valori = un punct de date pe grafic.
Imprimantă utilizată: Gearbox™ HT2 (imprimantă cu cameră închisă și hotend pentru materiale de înaltă performanță). Valorile absolute din grafice sunt specifice acestei configurații, pe altă imprimantă temperaturile absolute pot diferi, dar tendința (temperatură mai mare = rezistență mai mică) se menține.
Rezultatele testelor per material - graficele originale 3DXTech
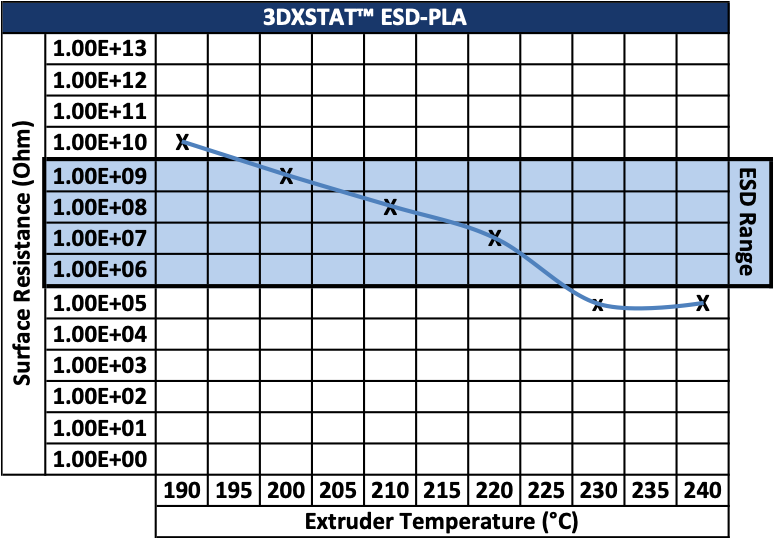
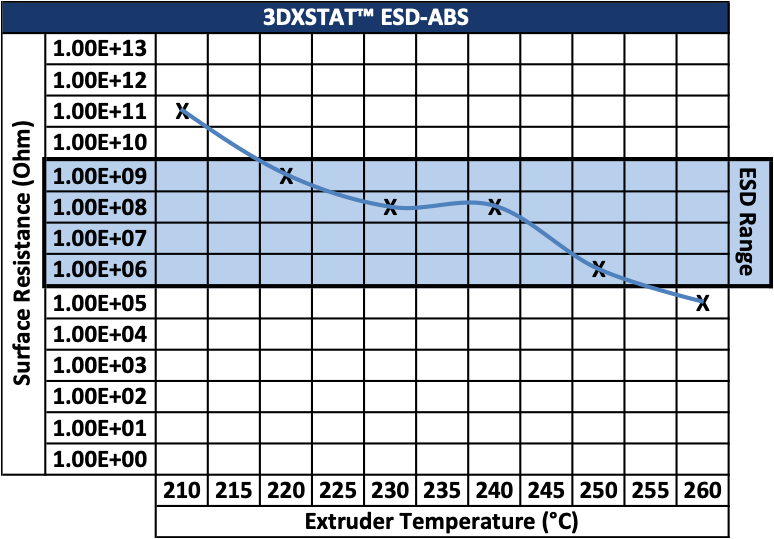
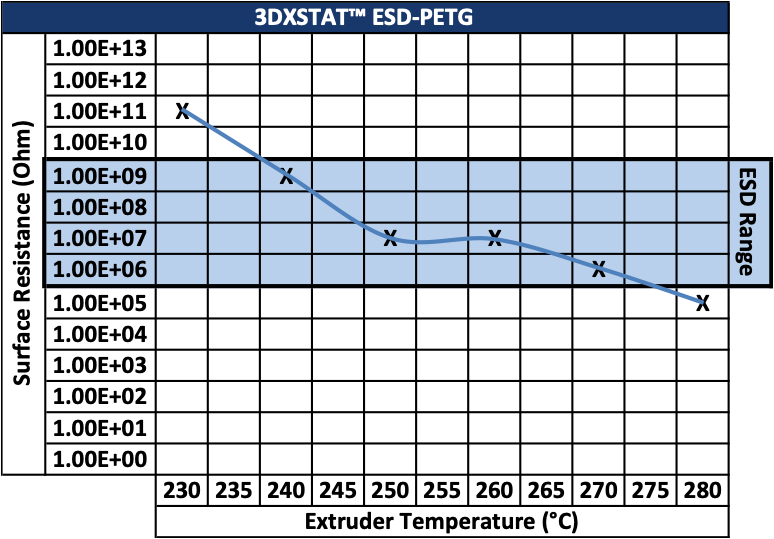
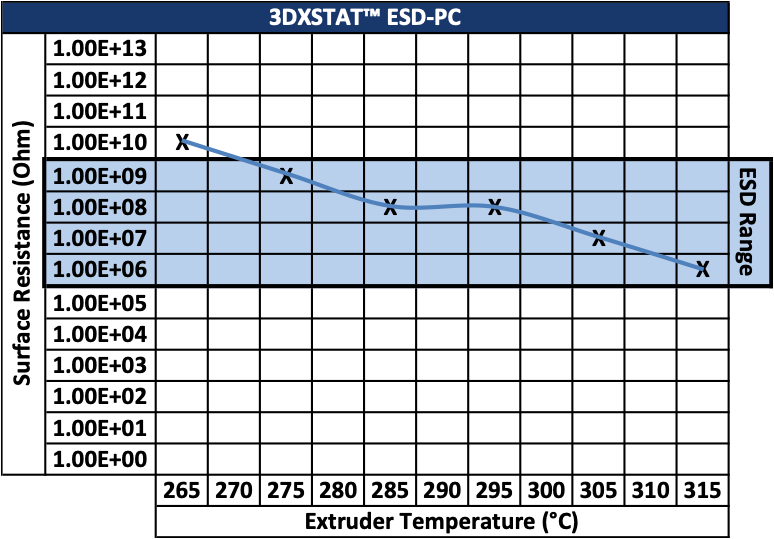
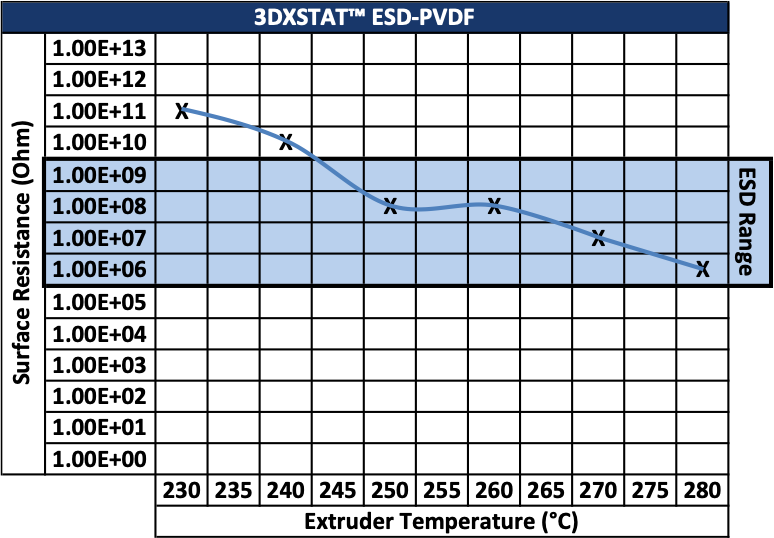
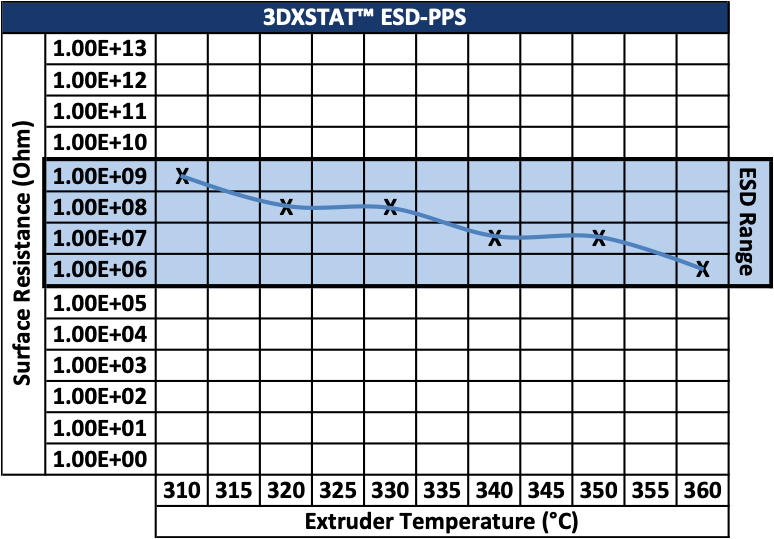
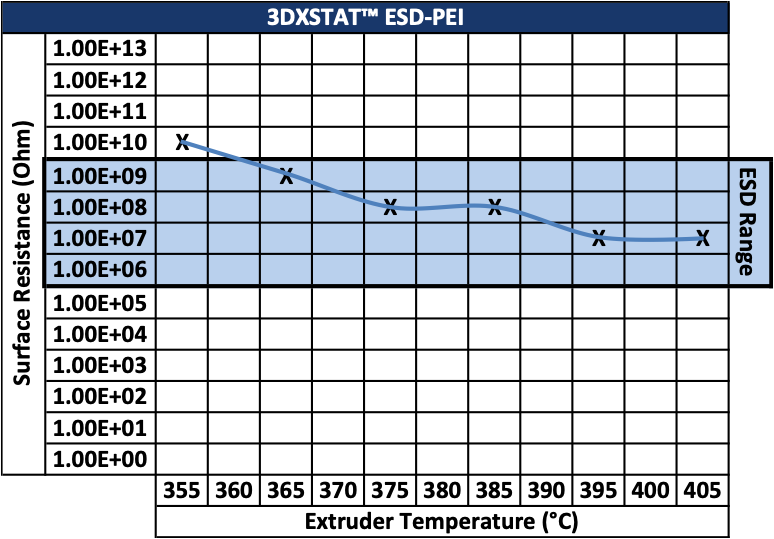
Graficele de mai jos prezintă relația măsurată dintre temperatura extruderului (axa X) și rezistența suprafeței în ohmi (axa Y, scară logaritmică). Fiecare punct „X" reprezintă media a 3 teste.
ESD-PLA și ESD-PEI/Ultem:
ESD-ABS:
ESD-PETG:
ESD-PC (Policarbonat):
ESD-PVDF:
ESD-PPS (Polifenilen Sulfidă):
ESD-PEI/Ultem (grafic separat):
Concluziile studiului: ce înseamnă în practică
Trei concluzii operaționale clare rezultă din studiu, aplicabile tuturor celor 7 materiale testate:
1. Temperatură mai mare = conductivitate mai mare (rezistență mai mică). Pe toate materialele testate, tendința este monotonă și consistentă: fiecare creștere de 10 °C în intervalul recomandat produce o scădere măsurabilă a rezistenței suprafeței. Amplitudinea variației diferă pe material — la unele materiale diferența între capătul inferior și superior al intervalului de temperatură este de un ordin de mărime (10×), la altele de două ordine de mărime (100×).
2. Distanța dintre rasterele de infill influențează conductivitatea suprafețelor orizontale. Cu cât rasterele sunt printate mai aproape unul de altul (overlap mai mare sau lățime de extrudare mai mare), cu atât suprafața orizontală este mai conductivă. Parametrul relevant în slicer: lățimea de extrudare (extrusion width) și procentul de overlap al infill-ului.
3. Suprafețele verticale (pereții) sunt mai puțin conductive decât suprafețele orizontale. Piesele printate vertical au prezentat rezistență mai mare a suprafeței pereților față de piesele echivalente printate orizontal. Cauza: orientarea straturilor și interfețele lor creează discontinuități în rețeaua conductivă pe direcția verticală. Dacă aplicația ta necesită conductivitate pe pereți verticali, ia în calcul orientarea piesei sau creșterea numărului de pereți perimetrali.
Ghid practic: cum calibrezi rezistența suprafeței ESD pe propria imprimantă
Valorile absolute de temperatură din graficele 3DXTech sunt specifice imprimantei Gearbox HT2. Pe imprimanta ta, Bambu Lab X1C, Prusa MK4, Zortrax M300 sau orice altă configurație, temperatura afișată poate să nu corespundă exact temperaturii reale din hotend. Urmează acești pași pentru a-ți calibra profilul ESD:
- Printează specimenele de test - plăci de 100 × 100 × 4 mm cu parametrii standard (infill 100%, strat 0,25 mm, ±45°) la 3–4 temperaturi diferite în intervalul recomandat de TDS-ul materialului, cu pași de 10 °C.
- Măsoară rezistența suprafeței cu un contor ESD dedicat (Prostat, Trek, Simco-Ion sau echivalent). Nu folosi un multimetru standard — rezultatele nu sunt fiabile în intervalul 10⁶–10¹² Ω.
- Trasează curba temperatura–rezistență pentru configurația ta specifică. Tendința va fi aceeași ca în studiu (temperatura mai mare = rezistență mai mică), dar valorile absolute vor fi proprii imprimantei tale.
- Selectează temperatura de lucru care produce rezistența în intervalul țintă pentru aplicația ta: 10⁶–10⁹ Ω pentru disipare ESD standard, 10⁹–10¹¹ Ω pentru protecție antistatică mai puțin agresivă.
- Documentează și fixează profilul - odată calibrat, salvează profilul de slicer cu temperatura și ceilalți parametri și nu-l mai modifica dacă nu schimbi lot-ul de filament sau imprimanta.
Tabel sintetic: parametri care influențează proprietățile ESD în printarea FDM
Filamente ESD-Safe 3DXTech disponibile pe Filamente3D.ro
3DXTech este singurul brand din portofoliul nostru cu un program dedicat și sistematic de caracterizare a proprietăților ESD pentru materialele proprii. Gama 3DXSTAT™ ESD-Safe acoperă 7 baze polimerice, permițând selectarea materialului potrivit în funcție de cerințele mecanice și termice ale aplicației, nu doar de proprietățile ESD:
- ESD-PLA - pentru aplicații cu cerințe termice reduse, prototyping ESD rapid
- ESD-PETG - echilibru bun între ușurința de printare și rezistența chimică moderată
Descoperă toate produsele ESD-Safe 3DXTech disponibile pe Filamente3D.ro
Întrebări frecvente despre filamentele ESD-Safe și calibrarea temperaturii
Ce interval de rezistență a suprafeței trebuie să atingă o piesă ESD-Safe?
Standardul industrial de referință este ANSI/ESD S20.20 și IEC 61340-5-1, care definesc materialele ESD-Safe ca având rezistența suprafeței în intervalul 10⁶–10¹¹ Ω. Materialele disipative (cel mai frecvent utilizate în industrie) se încadrează în 10⁶–10⁹ Ω. Sub 10⁶ Ω materialul este conductor și poate genera scurtcircuite; peste 10¹¹ Ω este izolator și nu disipă sarcina.
Pot folosi un multimetru obișnuit pentru a testa proprietățile ESD?
Nu, multimetrul standard are o rezoluție maximă de ~200 MΩ (2×10⁸ Ω) și nu poate măsura fiabil în intervalul relevant ESD (10⁶–10¹² Ω). Un contor ESD dedicat (Prostat PRS-812, Trek Model 152, Simco-Ion FMX-004 sau similar) este echipamentul corect. Fără instrumentul potrivit, nu poți valida conformitatea ESD a pieselor.
Temperatura mai mare nu afectează negativ proprietățile mecanice?
La temperaturi din intervalul recomandat de producător, nu există degradare mecanică semnificativă, intervalul recomandat este definit tocmai pentru a asigura atât printabilitate bună cât și proprietăți mecanice optime. Printarea la limita superioară a intervalului poate produce ușor mai mult stringing sau blobs pe geometrii complexe, ajustează retracția dacă apare această problemă.
Rezultatele de rezistență variază de la lot la lot de filament?
Da, variațiile între loturi sunt posibile la orice filament cu aditivi conductivi. Concentrația exactă de carbon black sau nanotuburi de carbon poate varia ușor între loturi, producând diferențe de rezistență chiar la parametri identici. Recomandarea 3DXTech și a noastră: validați profilul de printare pe fiecare lot nou înainte de producție și documentați lot-ul în înregistrările de calitate.
Filamentele ESD-Safe se pot printa pe orice imprimantă FDM?
ESD-PLA și ESD-PETG pot fi printate pe imprimante standard (hotend până la 260 °C, pat încălzit). ESD-ABS și ESD-PC necesită cameră închisă și hotend până la 280–300 °C. ESD-PPS și ESD-PEI/Ultem necesită imprimante de înaltă performanță cu hotend până la 380–400 °C (all-metal hotend, no PTFE în zona de topire) și cameră încălzită la 60–90 °C. Verificați TDS-ul specific al materialului ales și compatibilitatea cu imprimanta înainte de achiziție.
Cum afectează post-procesarea (vopsire, acoperire) proprietățile ESD?
Orice acoperire de suprafață (vopsea, lac, grunduri, rășină epoxidică) aplicată după printare acoperă aditivii conductivi și modifică radical rezistența suprafeței, de regulă o crește mult, scoțând piesa din intervalul ESD-Safe. Dacă aplicația necesită și post-procesare și proprietăți ESD, discutați cu noi înainte, există soluții specifice (acoperiri conductoare, de exemplu) dar necesită testare dedicată.
Concluzie
Temperatura de extrudare este cel mai accesibil și mai eficient parametru de ajustat pentru optimizarea proprietăților ESD ale pieselor printate FDM. Studiul 3DXTech demonstrează clar tendința pe 7 materiale diferite: temperaturi mai mari în intervalul recomandat produc suprafețe mai conductive. Ajustarea temperaturii, combinată cu orientarea corectă a piesei și un overlap de infill optimizat, permite „reglarea" rezistenței suprafeței pentru a atinge intervalul țintă al aplicației, fără a schimba materialul sau imprimanta.
Cheia pentru rezultate reproductibile este măsurarea cu instrumentul corect (contor ESD dedicat), documentarea parametrilor validați și re-validarea la fiecare lot nou de filament.
Comentarii