
- Sfatul 1: Curățați platforma de construcție pentru aderență optimă
- Sfatul 2: Purjați duza când încărcați un filament nou
- Sfatul 3: Calibrați temperatura platformei pentru combinația material–adeziv
- Sfatul 4: Întrețineți și calibrați imprimanta regulat
- Sfatul 5: Verificați previzualizarea din slicer înainte de orice print
- Sfatul 6: Proiectați și printați ținând cont de toleranțe
- Sfatul 7: Cum desprindeți un print lipit de platformă
- Sfatul 8: Cum printați piese mai puternice
- Sfatul 9: Când nu sunteți sigur, cereți ajutor
- Produse menționate în acest ghid
- Te-ar mai putea interesa și ...
⇒ Ultima actualizare: iulie 2023 ⇐ | ⇒ Timp de lectură: ~6 min
Sfatul 1: Curățați platforma de construcție pentru aderență optimă
Dacă întâmpinați probleme cu aderența primului strat, primul pas nu este să schimbați adezivul sau să recalibrați nivelarea — ci să curățați platforma. Reziduuri de plastic, urme de grăsime de pe degete sau rămășițe de adeziv vechi pot compromite complet aderența primului strat, indiferent de cât de bine este calibrată imprimanta.

Ce să folosiți:
- Apă și un prosop din microfibră sau șervețele fără scame dedicate - suficiente pentru curățarea uzuală între printuri
- Etanol 99,9% sau alcool izopropilic - dacă platforma are urme de ulei sau grăsime care apa nu le îndepărtează
Ce să evitați: detergenții pentru vase sau orice detergent cu agenți de suprafață. Reziduurile chimice rămase pe platformă după clătire pot interfera cu aderența și produc un film invizibil care sabotează printul următor.
Sfatul 2: Purjați duza când încărcați un filament nou
Indiferent dacă schimbați, încărcați sau descărcați filament, purjarea duzei este o practică care previne o categorie întreagă de probleme: blocaje, stripping de filament și impurități în primele straturi ale printului nou.
La schimbarea sau încărcarea unui filament: purjați timp de câteva minute pentru a vă asigura că reziduurile filamentului anterior sunt complet eliminate din hotend. Dacă schimbați de la un filament închis la unul deschis la culoare, purjați până când materialul extrudat nu mai are urme de culoare anterioară.
La descărcarea filamentului: purjați câteva secunde înainte de a retrage filamentul. Aceasta reduce riscul de blocare în hotend - filamentul cald, parțial topit, se retrage mai ușor decât cel răcit și solidificat în duză.
Sfatul 3: Calibrați temperatura platformei pentru combinația material–adeziv
Temperatura platformei de construcție este unul dintre parametrii cel mai frecvent setați „după TDS" și lăsați astfel. În realitate, temperatura optimă a platformei variază în funcție de combinația specifică material–adeziv–suprafață de pe imprimanta dumneavoastră, și merită calibrată o dată per combinație nouă.
Procesul este simplu: printați un model de test (un pătrat sau o piesă cu geometrie predispusă la warping) la mai multe temperaturi de platformă în intervalul recomandat pentru material, cu pași de 5 °C. Temperatura la care piesa aderă ferm fără să apară warping la colțuri este temperatura optimă pentru configurația dumneavoastră.
Această calibrare este deosebit de relevantă când utilizați un adeziv de platformă - combinația adeziv Magigoo + temperatură corectă produce rezultate semnificativ mai bune decât oricare dintre ele separat. Consultați tabelul de compatibilități Magigoo per material pentru punctele de start recomandate.
Sfatul 4: Întrețineți și calibrați imprimanta regulat
Întreținerea preventivă a imprimantei este cel mai neglijat aspect al printării 3D, până când ceva se defectează. Recomandarea generală este o verificare completă la fiecare 1–3 luni, în funcție de intensitatea utilizării.

Procedurile standard de întreținere recomandate:
- Curățați imprimanta și îndepărtați reziduurile de filament din cameră, de pe platformă și din zona hotend-ului
- Curățați platforma temeinic cu apă caldă cu săpun urmată de alcool izopropilic. Suprafețele PEI pot fi tratate cu șmirghel fin pentru a restabili proprietățile adezive degradate în timp
- Verificați tensiunea curelelor și reglați dacă este necesar; verificați dacă există joc sau puncte nefuncționale în zona hotend-ului
- Curățați și lubrifiați tijele și șinele de ghidare cu SuperLube sau lubrifiant dedicat pentru imprimante 3D
- Curățați și lubrifiați șuruburile de tracțiune cu același lubrifiant
- Curățați duza de reziduuri și efectuați o procedură de curățare (cold pull) dacă observați sub-extrudare sau variații de flux
Sfatul 5: Verificați previzualizarea din slicer înainte de orice print
Previzualizarea layerelor în slicer este un instrument de diagnosticare pe care mulți utilizatori îl omit și apoi sunt surprinși cu printuri eșuate sau piese slabe structural. Investiția de 2–3 minute de verificare înainte de print poate economisi ore de timp și material.
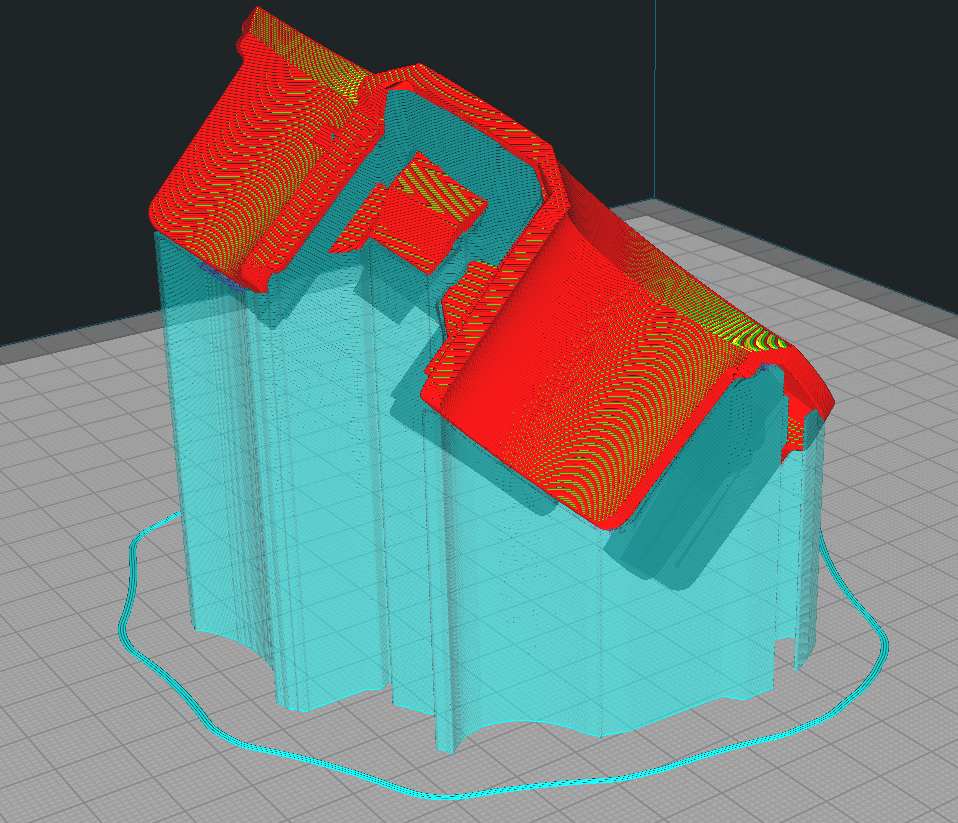
Ce verificați în previzualizare:
- Consolele și suporții: majoritatea slicerelor detectează automat zonele cu unghi excesiv și plasează suporți; verificați că suporții sunt plasați corect și că nu lipsesc în zone critice
- Margini non-manifold și corpuri deconectate: erori de modelare care nu sunt vizibile în vizualizarea 3D normală, dar produc fie printuri nereușite, fie zone cu infill lipsă sau pereți subțiri nejustificat. Reparați modelul STL înainte de a printa.
- Primul strat: verificați că brim-ul sau raft-ul sunt setate corect pentru geometria piesei și materialul ales
Sfatul 6: Proiectați și printați ținând cont de toleranțe
Imprimantele 3D FDM nu reproduc dimensiunile CAD cu precizie perfectă, există variații sistematice cauzate de dilatarea termică, vâscozitatea materialului și variațiile de flux. Ignorarea acestor variații produce piese care nu se potrivesc între ele sau cu componentele cu care trebuie să interacționeze.
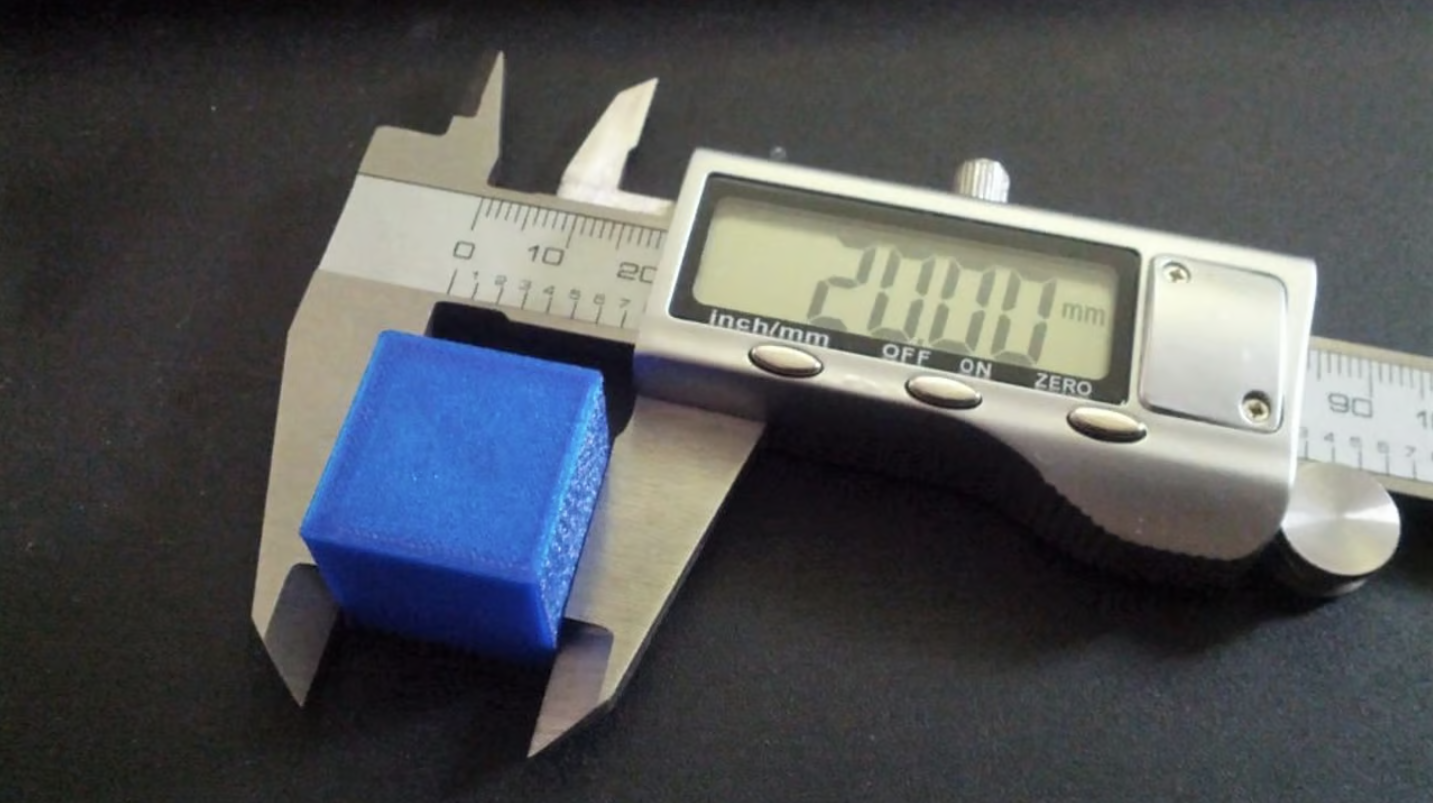
Există două abordări complementare:
Calibrați imprimanta pentru a reproduce cât mai fidel dimensiunile din model, există tutoriale dedicate pentru calibrarea factorului E-steps, a fluxului și a compensării termodinamice. Odată calibrată, imprimanta voastră va reproduce dimensiunile mai consistent.
Lăsați toleranță în design pentru piesele care trebuie să se potrivească una cu alta. Regula generală: 0,1–0,15 mm de toleranță per parte (deci 0,2–0,3 mm pe diametru/lățime totală) pentru ajustări de alunecare sau rotire. Găurile printate ies sistematic mai mici față de dimensiunea nominală, măriți-le cu 0,1–0,2 mm față de valoarea teoretică.
Sfatul 7: Cum desprindeți un print lipit de platformă
Adezivii Magigoo sunt proiectați cu mecanism termic de eliberare: după răcirea platformei, marea majoritate a materialelor se desprind singure sau cu efort minim. Aceasta este funcția principală a gamei Magigoo, nu doar aderență la cald, ci și eliberare controlată la rece.
Cu toate acestea, materialele flexibile (TPU, TPE) pot face excepție din cauza proprietăților lor elastice, se pot lipi persistent chiar și după răcire completă. Soluția recomandată pentru materialele flexibile greu de desprins sau pentru piese delicate: umezirea marginii piesei cu câteva picături de apă. Așteptați câteva minute, apa penetrează filmul de adeziv la interfața piesă-platformă și reduce semnificativ forța necesară pentru desprindere. Nu forțați niciodată mecanic o piesă caldă sau înainte de a fi încercat soluția cu apă.
Sfatul 8: Cum printați piese mai puternice
Când printați piese funcționale (suporturi, cleme, componente structurale) rezistența mecanică devine prioritară. Dincolo de alegerea corectă a materialului și a orientării piesei, există mai mulți parametri de slicer care influențează direct rezistența:
- Măriți lățimea de extrudare - o linie mai lată înseamnă mai mult material per strat și o adeziune mai bună între linii adiacente
- Creșteți numărul de pereți (perimetri) - pereții sunt elementul structural principal al unei piese FDM; de la 2 la 4 pereți rezistența crește semnificativ
- Temperatura duzei ușor crescută - mai cald înseamnă fuziune mai bună între straturi și aderență interlayer superioară
- Reduceți sau eliminați răcirea piesei (ventilatorul) - răcirea forțată reduce temperatura de fuziune interlayer; pentru piese structurale din ABS, ASA sau PA, răcirea minimă sau zero produce piese mai puternice
- Folosiți o imprimantă închisă sau o cameră încălzită - mediul termic stabil reduce tensiunile interne și îmbunătățește fuziunea interlayer
- Măriți dimensiunea duzei - o duză de 0,6 mm sau 0,8 mm produce linii mai late și piese mai puternice față de 0,4 mm, cu compromis la rezoluție
Sfatul 9: Când nu sunteți sigur, cereți ajutor
Printarea 3D poate fi frustrantă, mai ales când apare o problemă pe care nu ați mai întâlnit-o. Comunitatea și suportul tehnic există tocmai pentru aceste situații.
Echipa Filamente3D.ro este disponibilă pentru întrebări tehnice despre materiale, setări și compatibilități: comenzi@filamente3d.ro. Nu ezitați să ne contactați cu detalii despre imprimanta, materialul și problema întâlnită — cu cât mai multe informații, cu atât răspunsul va fi mai util și mai rapid.
Produse menționate în acest ghid
- Șervețele fără scame pentru curățare platformă
- Etanol 99,9% pentru curățare
- Alcool izopropilic pentru curățare
- SuperLube - lubrifiant pentru șine și tije /șurub
- Gama completă Magigoo - adezivi cu eliberare termică










Comentarii